
SEARCH WHAT YOU WANT

2026-04-21
Press Brake Tooling Encyclopedia: Detailed Explanation of Upper and Lower Dies
In the field of sheet metal fabrication, the bending process is the core operation for deforming metal sheets, and the upper and lower dies of the press brake are the key components that make this process possible. Understanding them is an important step in mastering bending technology, improving processing quality, and increasing efficiency.
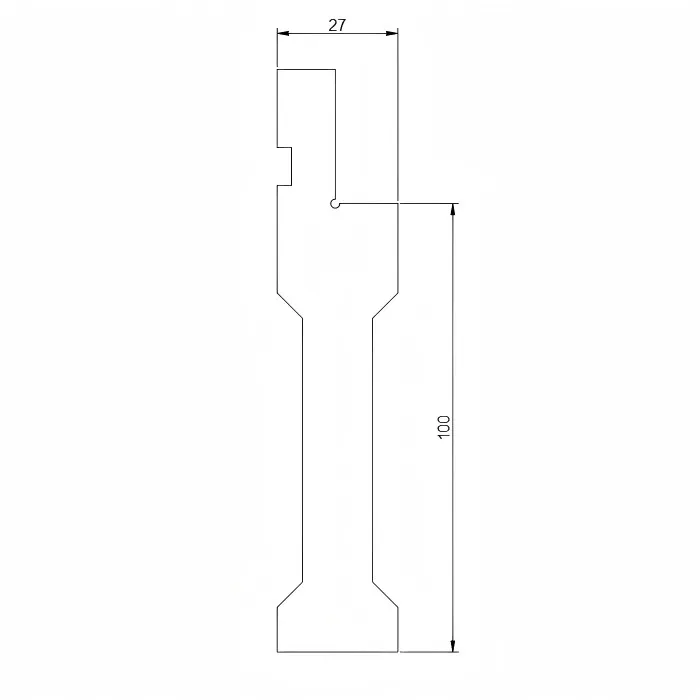
1. Upper Die (Punch)
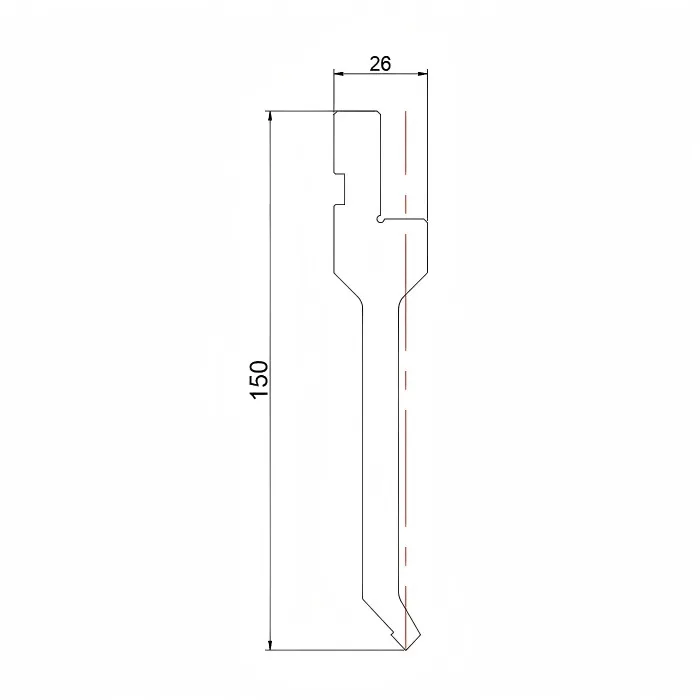
The upper die, also called the punch or top tool, is mounted on the ram of the press brake. The shape of its tip directly determines the shape of the bend in the sheet metal. Selecting the appropriate upper die is a prerequisite for achieving the desired bending angle.
1.1 Key Parameters
①Tip Angle: To compensate for springback, the tip angle is usually 0.5° to 2° smaller than the target bending angle.
②Tip Radius: Corresponds to the required inside radius (R angle) of the product.
1.2 Common Types
① Straight Punch: The body has a straight "V" shaped cross-section.

② Gooseneck Punch: The tip has an inward curve, resembling the neck of a goose. Used mainly for box forming and multi-bend parts.
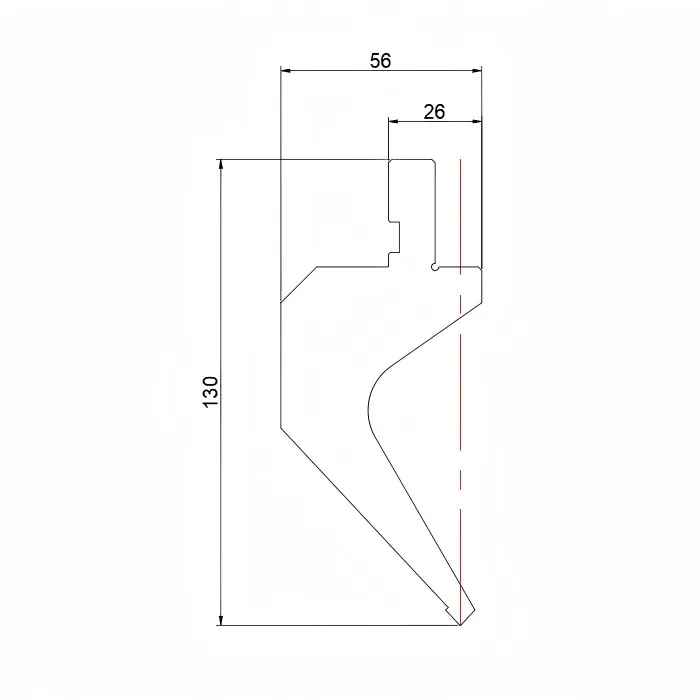

③ Acute Angle Punch: Tip angle is less than 90°. Typically requires a 1.5° to 3° offset for proper clearance.
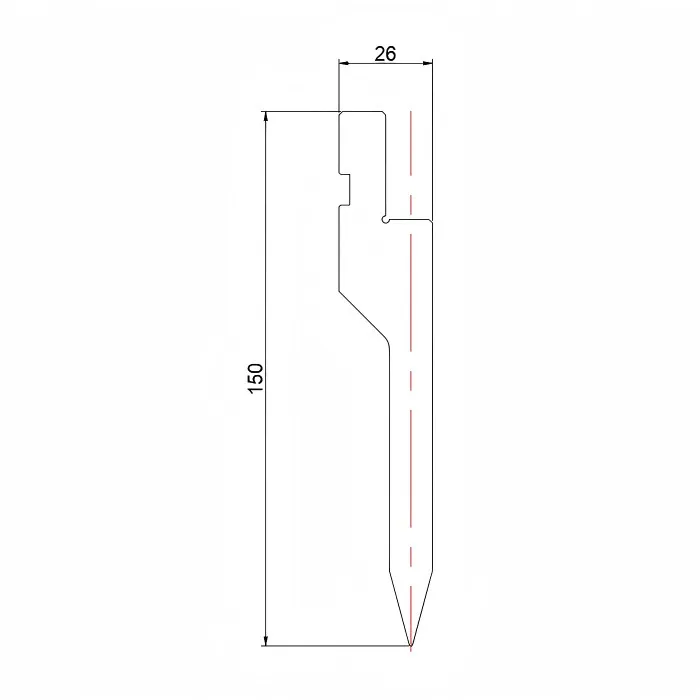
④ Flattening Punch: The tip is very narrow, sometimes flat.

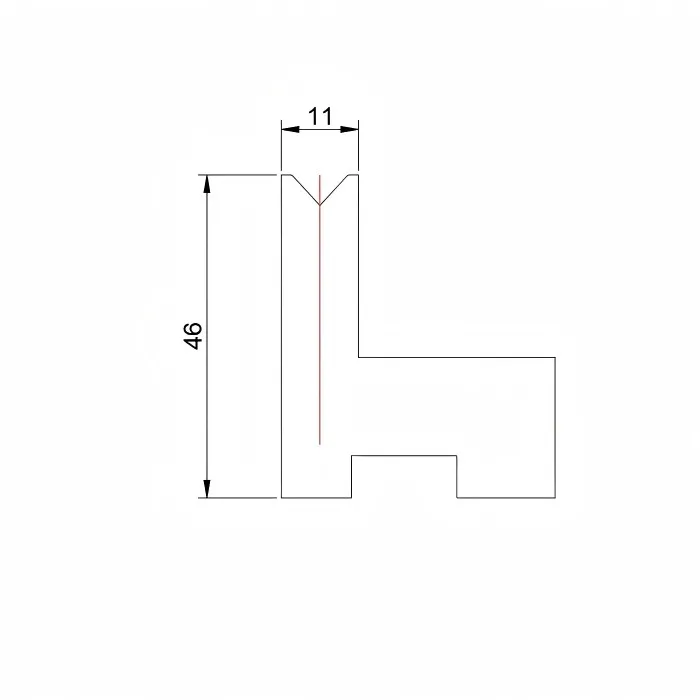
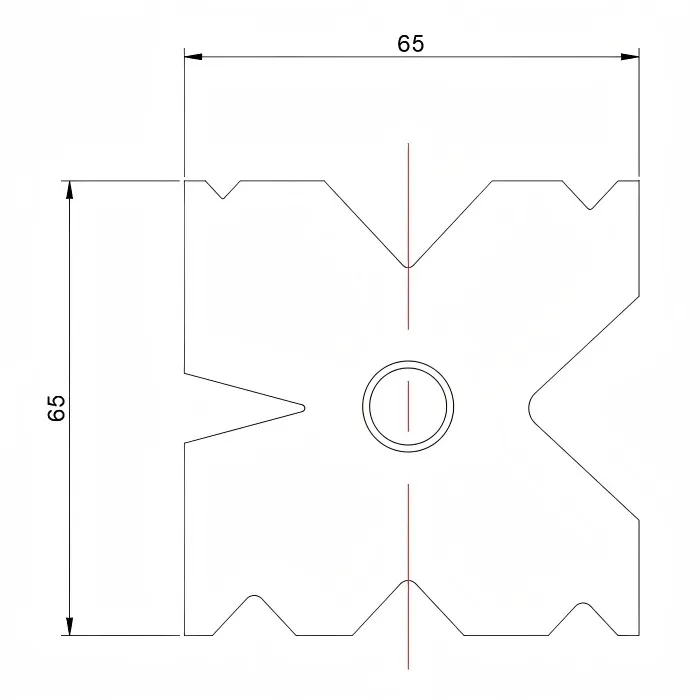
2. Lower Die
The lower die, also called the die or bottom tool, is fixed to the workbench of the press brake. Its core feature is the V-shaped groove at the top. A suitable V-opening width provides enough space for bending while ensuring bending accuracy and tool life.
2.1 Key Parameters
①V-Opening Width: Equals 6 to 12 times the material thickness.
②Smaller V-opening (e.g., 6T): Requires greater force, but provides higher accuracy and a smaller inside bend radius.
③Larger V-opening (e.g., 12T): Requires less force, but results in a larger inside radius, lower accuracy, and greater springback.
2.2 Common Types
① Single V Die: The block has one V-groove. Offers the best rigidity and highest precision. Ideal for high-volume, single-product continuous production.
② Double V Die: Has two different V-openings on one block. The ideal choice for flexible production of many varieties in small batches.
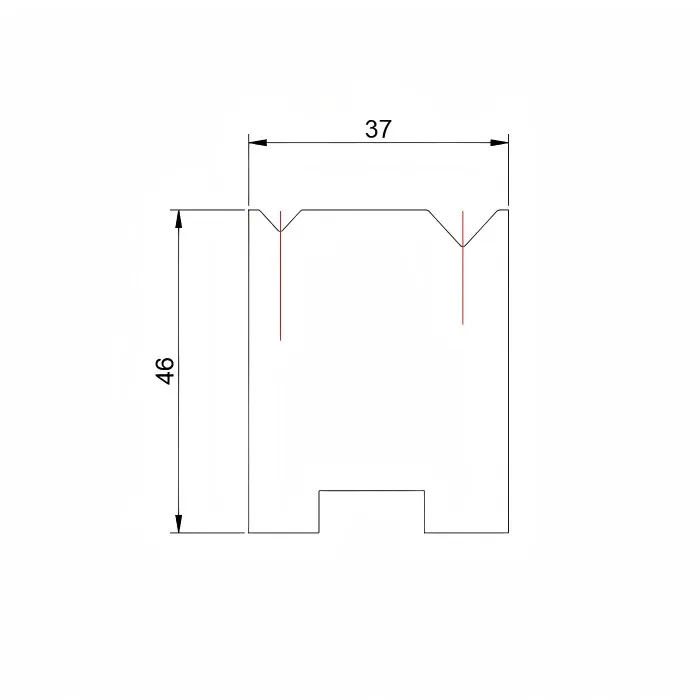
③ Multi V Die: Has multiple different V-openings on one block. Allows for fast tool changes.

3. Keys to Effective Collaboration
(1) Alignment: The tip of the upper die must be precisely aligned with the centerline of the lower die V-groove. Misalignment will lead to uneven bending, angle deviation, and accelerated tool wear.
(2) Gap Control: The gap between the upper and lower dies (roughly equal to the material thickness) must be accurately adjusted. If the gap is too small, it may scratch the sheet or require excessive pressure. If the gap is too large, it will result in unstable bending angles and excessive springback.
(3) Matching and Selection: The models, angles, and tip radii (R) of the upper and lower dies should be reasonably matched according to the material type, thickness, length, and the required bending angle and radius.
4. Maintenance and Care
(1) Cleaning: After each use, blow off all metal chips to prevent damage to the working surfaces.
(2) Lubrication: Regularly apply rust-preventive oil to non-working areas. Use specialized extreme-pressure grease on working areas.
(3) Inspection: Regularly inspect key dimensions (angle, radius) and surface condition.
(4) Storage: Use dedicated storage racks. Store vertically to avoid impact damage and rust.


5. Summary
Understanding the upper die and lower die is not just about knowing their names or structures; it is about mastering the underlying principles of metal forming. They are indispensable "conversation partners" in bending. The upper die asks the key questions with its angle, radius, and pressure, while the lower die provides the supporting answers with its appropriate V-opening, support method, and force characteristics. Together, they determine the final shape of the material.
In the field of sheet metal fabrication, the bending process is the core operation for deforming metal sheets, and the upper and lower dies of the press brake are the key components that make this process possible. Understanding them is an important step in mastering bending technology, improving processing quality, and increasing efficiency.
1. Upper Die (Punch)
The upper die, also called the punch or top tool, is mounted on the ram of the press brake. The shape of its tip directly determines the shape of the bend in the sheet metal. Selecting the appropriate upper die is a prerequisite for achieving the desired bending angle.
1.1 Key Parameters
①Tip Angle: To compensate for springback, the tip angle is usually 0.5° to 2° smaller than the target bending angle.
②Tip Radius: Corresponds to the required inside radius (R angle) of the product.
1.2 Common Types
① Straight Punch: The body has a straight "V" shaped cross-section.
② Gooseneck Punch: The tip has an inward curve, resembling the neck of a goose. Used mainly for box forming and multi-bend parts.
③ Acute Angle Punch: Tip angle is less than 90°. Typically requires a 1.5° to 3° offset for proper clearance.
④ Flattening Punch: The tip is very narrow, sometimes flat.
2. Lower Die
The lower die, also called the die or bottom tool, is fixed to the workbench of the press brake. Its core feature is the V-shaped groove at the top. A suitable V-opening width provides enough space for bending while ensuring bending accuracy and tool life.
2.1 Key Parameters
①V-Opening Width: Equals 6 to 12 times the material thickness.
②Smaller V-opening (e.g., 6T): Requires greater force, but provides higher accuracy and a smaller inside bend radius.
③Larger V-opening (e.g., 12T): Requires less force, but results in a larger inside radius, lower accuracy, and greater springback.
2.2 Common Types
① Single V Die: The block has one V-groove. Offers the best rigidity and highest precision. Ideal for high-volume, single-product continuous production.
② Double V Die: Has two different V-openings on one block. The ideal choice for flexible production of many varieties in small batches.
③ Multi V Die: Has multiple different V-openings on one block. Allows for fast tool changes.
3. Keys to Effective Collaboration
(1) Alignment: The tip of the upper die must be precisely aligned with the centerline of the lower die V-groove. Misalignment will lead to uneven bending, angle deviation, and accelerated tool wear.
(2) Gap Control: The gap between the upper and lower dies (roughly equal to the material thickness) must be accurately adjusted. If the gap is too small, it may scratch the sheet or require excessive pressure. If the gap is too large, it will result in unstable bending angles and excessive springback.
(3) Matching and Selection: The models, angles, and tip radii (R) of the upper and lower dies should be reasonably matched according to the material type, thickness, length, and the required bending angle and radius.
4. Maintenance and Care
(1) Cleaning: After each use, blow off all metal chips to prevent damage to the working surfaces.
(2) Lubrication: Regularly apply rust-preventive oil to non-working areas. Use specialized extreme-pressure grease on working areas.
(3) Inspection: Regularly inspect key dimensions (angle, radius) and surface condition.
(4) Storage: Use dedicated storage racks. Store vertically to avoid impact damage and rust.
5. Summary
Understanding the upper die and lower die is not just about knowing their names or structures; it is about mastering the underlying principles of metal forming. They are indispensable "conversation partners" in bending. The upper die asks the key questions with its angle, radius, and pressure, while the lower die provides the supporting answers with its appropriate V-opening, support method, and force characteristics. Together, they determine the final shape of the material.
Previous: Process Methods for Mark-Free Bending
Next: No more data
Recent Posts
Stay tuned for more updates

Need to reach us?
Leaders in industrial manufacturing & technology since 1992.




