
SEARCH WHAT YOU WANT

2026-04-21
Mastering the Press Brake: A Beginner’s Guide to Air Bending
In my years as a bending specialist, I’ve found that a solid grasp of bending is the single most important skill for any operator. It’s the versatile foundation upon which all other complex bending knowledge is built. Today, I want to demystify this process for you.
What Exactly is Air Bending?
-
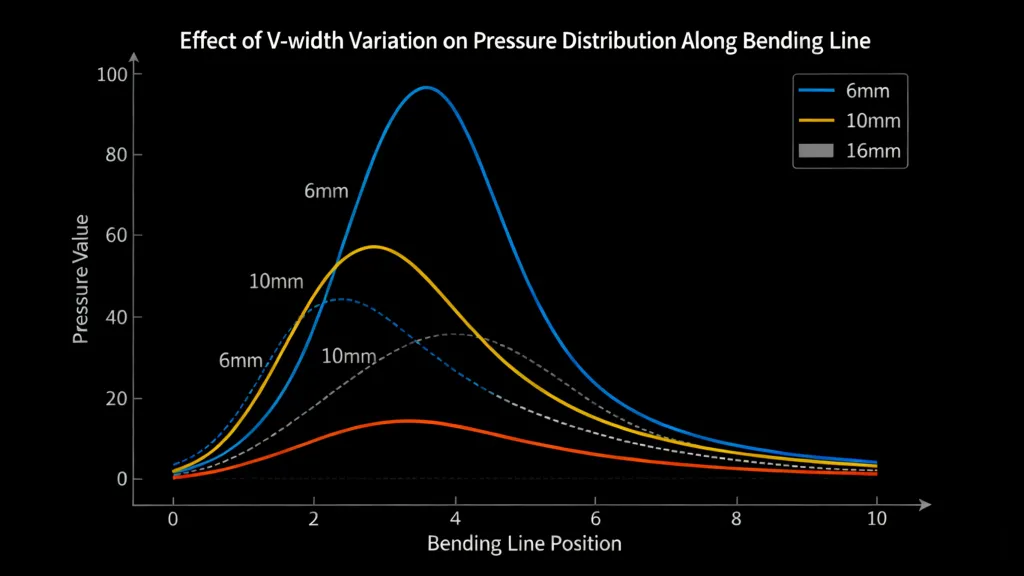
- Air bending is a widely used method in metalworking characterised by its flexibility and efficiency in processing various materials. The V-width of the die is crucial in determining the bend radius and angle tolerance. Generally, a larger V-width allows for a greater range of bend radii, though this can result in reduced angle control accuracy.
-
- In addition to geometric parameters, air bending exhibits unique mechanical properties due to its point-contact nature. The lack of full contact between the workpiece and the die results in lower forming forces than with other bending methods. However, this also introduces challenges such as springback control, which requires precise adjustment of process parameters. Research has shown that optimising the V-angle can significantly improve bend angle tolerance while maintaining acceptable surface quality.
Why Air Bending is Your Go-To for Versatility
-
- One Set of Tooling, Multiple Angles:With a single V-die, I can produce a wide range of bend angles simply by controlling the punch’s penetration depth. This drastically reduces tooling costs and changeover time compared to other methods like bottoming or coining.
-
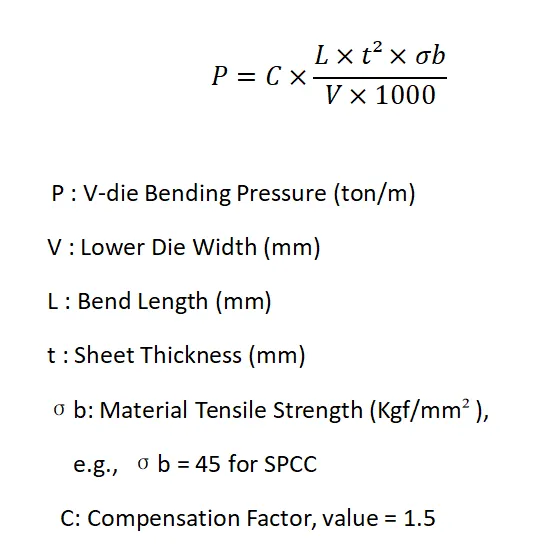
- Lower Tonnage Requirement:Because you’re not forcing the metal into full contact with the die, air bending requires significantly less press brake force. This means you can bend thicker materials on a machine with lower tonnage, or you can reduce wear and tear on your equipment.

The Critical Factor: Understanding and Controlling Springback
Air bending is not without its challenges, and the most significant one is springback. Springback is the natural tendency of the metal to elastically recover slightly after the bending force is released. This means you might program a 90° bend, but the part springs back to 92°.
The key to success is anticipating and compensating for springback. I achieve this by:
-
- Overbending: I intentionally set the punch to descend deeper, creating a bend that is sharper than my target angle, knowing the material will spring back to the correct value.
- Material Knowledge: I adjust my calculations based on the material. High-strength steels like stainless have much higher springback than mild steels like SPCC. Aluminum alloys behave differently still.
Mastering this compensation is what separates a novice from a proficient operator.
Optimizing Your Setup: The Role of the V-Die
The V-die is not a passive tool in this process. Its design directly influences your results.
-
- V-width: the width of the die opening primarily determines the inside bend radius. As a general rule, I use a V-width that is six to eight times the material thickness. A wider V-width allows for a larger range of radii, but reduces the accuracy of angle control.
-
- V-angle: Although standard dies have a V-angle of 90°, the actual V-angle affects the force distribution and the quality of the final part.
The Science Behind the Bend: Pressure and the Bending Angle Curve
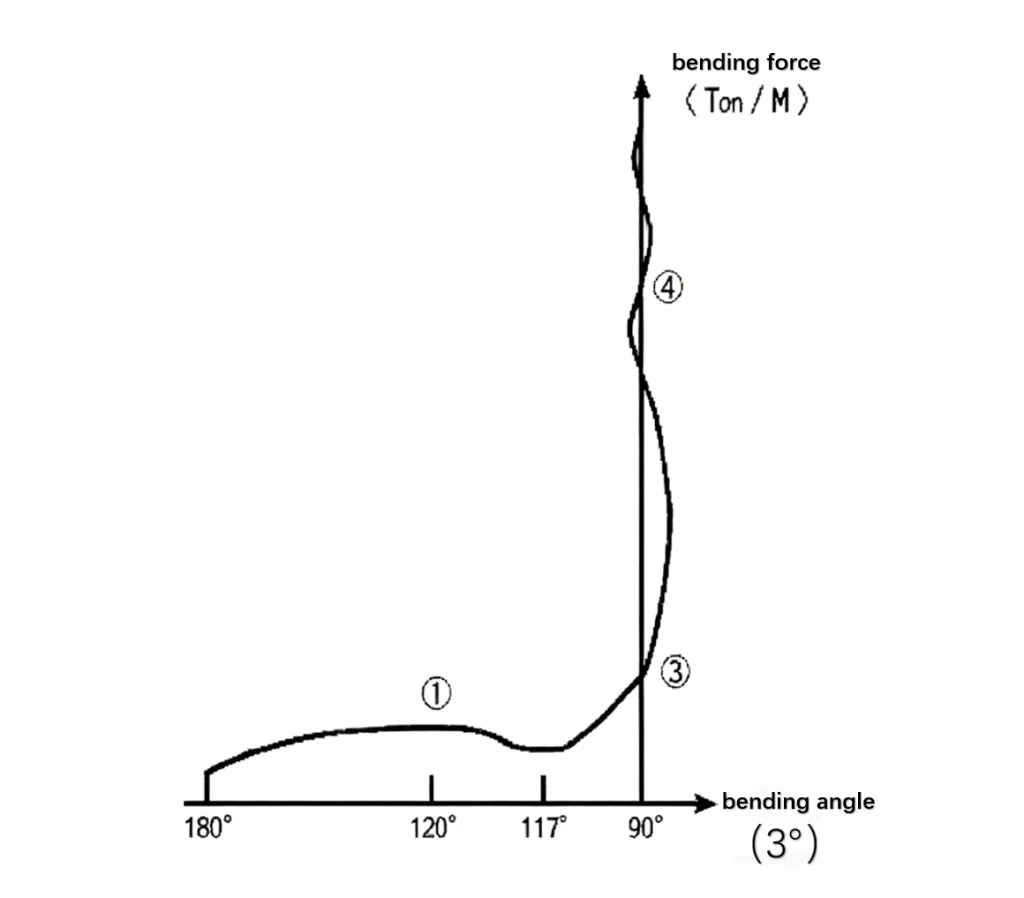
To truly master air bending, it is helpful to understand the science behind it. Imagine a graph plotting the pressure applied by the press brake against the resulting bending angle. This ‘bending angle curve’ is fundamental.
The curve reveals two key phases:
-
- Elastic Deformation: At the start of the bending process, when pressure is applied, the material bends elastically. If you were to release the pressure at this point, the metal would spring back to its original shape. This appears as a straight, linear section on the curve.
-
- Plastic Deformation: Once the applied force exceeds the material’s yield strength, it crosses a threshold into permanent plastic deformation. This is where the actual, lasting bend occurs. The curve then transitions into a nonlinear section and the angle increases steadily with pressure.
The exact shape of this curve is unique to every material. For instance, SPCC steel will have a very different curve than stainless steel or an aluminum alloy. Understanding this relationship is crucial because it explains why springback happens—it’s the material’s attempt to return from the plastic region back through the elastic region.
While you might not plot this curve for every job, knowing this principle allows me to logically predict how a new material will behave and make more informed decisions about the required pressure and compensation.
Practical Takeaway
For anyone learning the press brake, my strongest advice is to start by mastering air bending. Focus on building a intuition for how different materials behave, how to calculate your bend deductions, and most importantly, how to predict springback.
It is the most cost-effective and flexible bending method available, and a deep understanding of it will serve you well in every project, from simple brackets to complex enclosures.
Have you encountered specific challenges with air bending? Share your experiences in the comments below—I’m happy to offer my perspective.
In my years as a bending specialist, I’ve found that a solid grasp of bending is the single most important skill for any operator. It’s the versatile foundation upon which all other complex bending knowledge is built. Today, I want to demystify this process for you.
What Exactly is Air Bending?
-
- Air bending is a widely used method in metalworking characterised by its flexibility and efficiency in processing various materials. The V-width of the die is crucial in determining the bend radius and angle tolerance. Generally, a larger V-width allows for a greater range of bend radii, though this can result in reduced angle control accuracy.
-
- In addition to geometric parameters, air bending exhibits unique mechanical properties due to its point-contact nature. The lack of full contact between the workpiece and the die results in lower forming forces than with other bending methods. However, this also introduces challenges such as springback control, which requires precise adjustment of process parameters. Research has shown that optimising the V-angle can significantly improve bend angle tolerance while maintaining acceptable surface quality.
Why Air Bending is Your Go-To for Versatility
-
- One Set of Tooling, Multiple Angles:With a single V-die, I can produce a wide range of bend angles simply by controlling the punch’s penetration depth. This drastically reduces tooling costs and changeover time compared to other methods like bottoming or coining.
-
- Lower Tonnage Requirement:Because you’re not forcing the metal into full contact with the die, air bending requires significantly less press brake force. This means you can bend thicker materials on a machine with lower tonnage, or you can reduce wear and tear on your equipment.
The Critical Factor: Understanding and Controlling Springback
Air bending is not without its challenges, and the most significant one is springback. Springback is the natural tendency of the metal to elastically recover slightly after the bending force is released. This means you might program a 90° bend, but the part springs back to 92°.
The key to success is anticipating and compensating for springback. I achieve this by:
-
- Overbending: I intentionally set the punch to descend deeper, creating a bend that is sharper than my target angle, knowing the material will spring back to the correct value.
- Material Knowledge: I adjust my calculations based on the material. High-strength steels like stainless have much higher springback than mild steels like SPCC. Aluminum alloys behave differently still.
Mastering this compensation is what separates a novice from a proficient operator.
Optimizing Your Setup: The Role of the V-Die
The V-die is not a passive tool in this process. Its design directly influences your results.
-
- V-width: the width of the die opening primarily determines the inside bend radius. As a general rule, I use a V-width that is six to eight times the material thickness. A wider V-width allows for a larger range of radii, but reduces the accuracy of angle control.
-
- V-angle: Although standard dies have a V-angle of 90°, the actual V-angle affects the force distribution and the quality of the final part.
The Science Behind the Bend: Pressure and the Bending Angle Curve
To truly master air bending, it is helpful to understand the science behind it. Imagine a graph plotting the pressure applied by the press brake against the resulting bending angle. This ‘bending angle curve’ is fundamental.
The curve reveals two key phases:
-
- Elastic Deformation: At the start of the bending process, when pressure is applied, the material bends elastically. If you were to release the pressure at this point, the metal would spring back to its original shape. This appears as a straight, linear section on the curve.
-
- Plastic Deformation: Once the applied force exceeds the material’s yield strength, it crosses a threshold into permanent plastic deformation. This is where the actual, lasting bend occurs. The curve then transitions into a nonlinear section and the angle increases steadily with pressure.
The exact shape of this curve is unique to every material. For instance, SPCC steel will have a very different curve than stainless steel or an aluminum alloy. Understanding this relationship is crucial because it explains why springback happens—it’s the material’s attempt to return from the plastic region back through the elastic region.
While you might not plot this curve for every job, knowing this principle allows me to logically predict how a new material will behave and make more informed decisions about the required pressure and compensation.
Practical Takeaway
For anyone learning the press brake, my strongest advice is to start by mastering air bending. Focus on building a intuition for how different materials behave, how to calculate your bend deductions, and most importantly, how to predict springback.
It is the most cost-effective and flexible bending method available, and a deep understanding of it will serve you well in every project, from simple brackets to complex enclosures.
Have you encountered specific challenges with air bending? Share your experiences in the comments below—I’m happy to offer my perspective.
Previous: No more data
Recent Posts
Stay tuned for more updates

Need to reach us?
Leaders in industrial manufacturing & technology since 1992.




