
SEARCH WHAT YOU WANT

2026-04-21
Fundamentals of Bending
1. Types of V-die Bending
1.1 Bending Classification
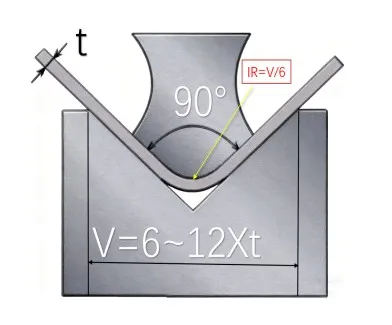
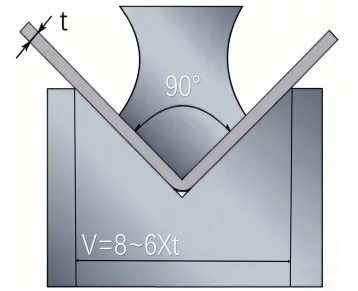
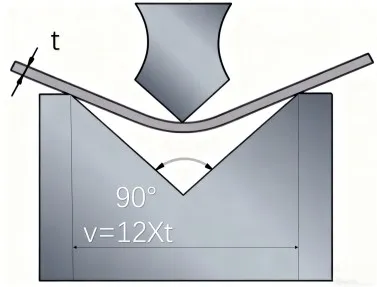
Bending is classified into three types: Air Bending (Point Contact), Bottoming, and Coining. Among these, Air Bending and Bottoming can also be referred to as Suspended Bending.
|
|
Air Bending |
Coining |
|
|
Diagram |
Air Bending |
Bottoming |
|
|
|
|
|
|
|
V-Width |
12~18t |
6~12t |
8~6t |
|
TR |
2~2.8t |
1~2t |
0.8t |
|
Bend Angle Tolerance |
±48’ |
±30’ |
±18’ |
|
Surface Quality |
Surface with a large radius of curvature |
Good |
Good |
|
Characteristics |
Allows for freely obtaining bend angles |
Good bending accuracy can be achieved with relatively low force |
Although it achieves excellent angle accuracy, it requires about 8 times the tonnage of bottoming |
1.2 Bending Angle Curve Diagram
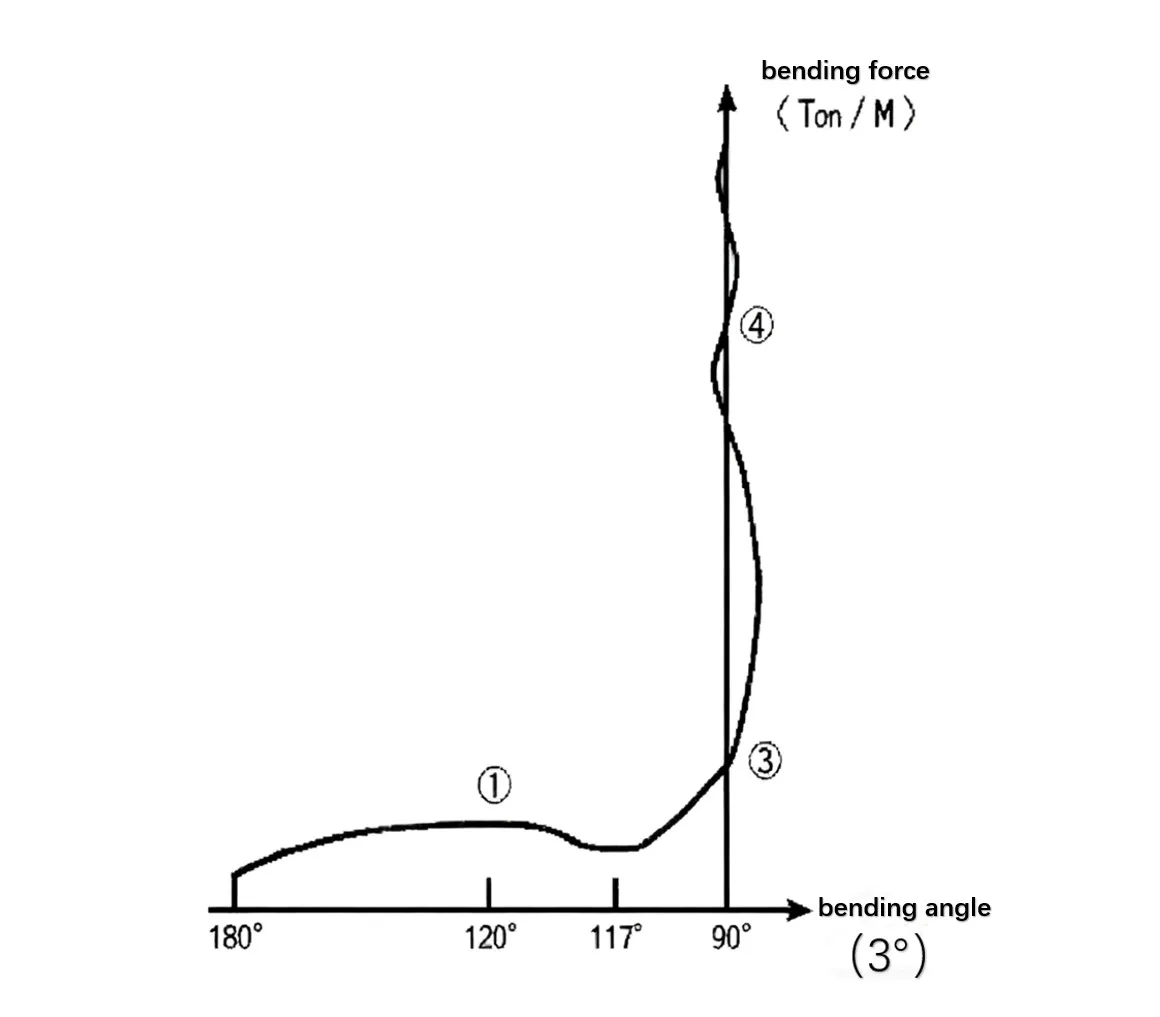
When pressure is applied to the material, a bending curve is obtained as the angle changes. This curve is called the Bending Pressure vs. Bending Angle curve. The diagram on the right shows the curve for SPCC. Initially, the material does not bend completely under the increasing pressure. Subsequently, bending accelerates, and the pressure peaks around 130 degrees (Region ①). At this point, pressure decreases slightly, and the rate of angle change reduces slightly beyond 100 degrees. However, pressure increases again until the material is bent to 90 degrees. The pressure required at this point is called the required bending tonnage (Region ②). Applying further pressure will result in an acute angle, approximately 3-4 degrees less than 90 degrees. This acute angle can be returned to 90 degrees by increasing the pressure. If this pressure is about 6 times the required bending tonnage, the pressure increases sharply while the angle change becomes very small (Region ③).
2. V-die Bending Pressure Calculation Formula

P: V-die Bending Pressure (ton/m)
V: Lower Die Width (mm)
L: Bend Length (mm)
t: Sheet Thickness (mm)
σb: Material Tensile Strength (Kgf/mm²), e.g., σb = 45 for SPCC
C: Compensation Factor, value = 1.5
3. Elongation
3.1 Definition
The ratio of the lengthened part of the outer layer material due to stretching during the bending process to its original flat length.
3.2 Factors Affecting Elongation
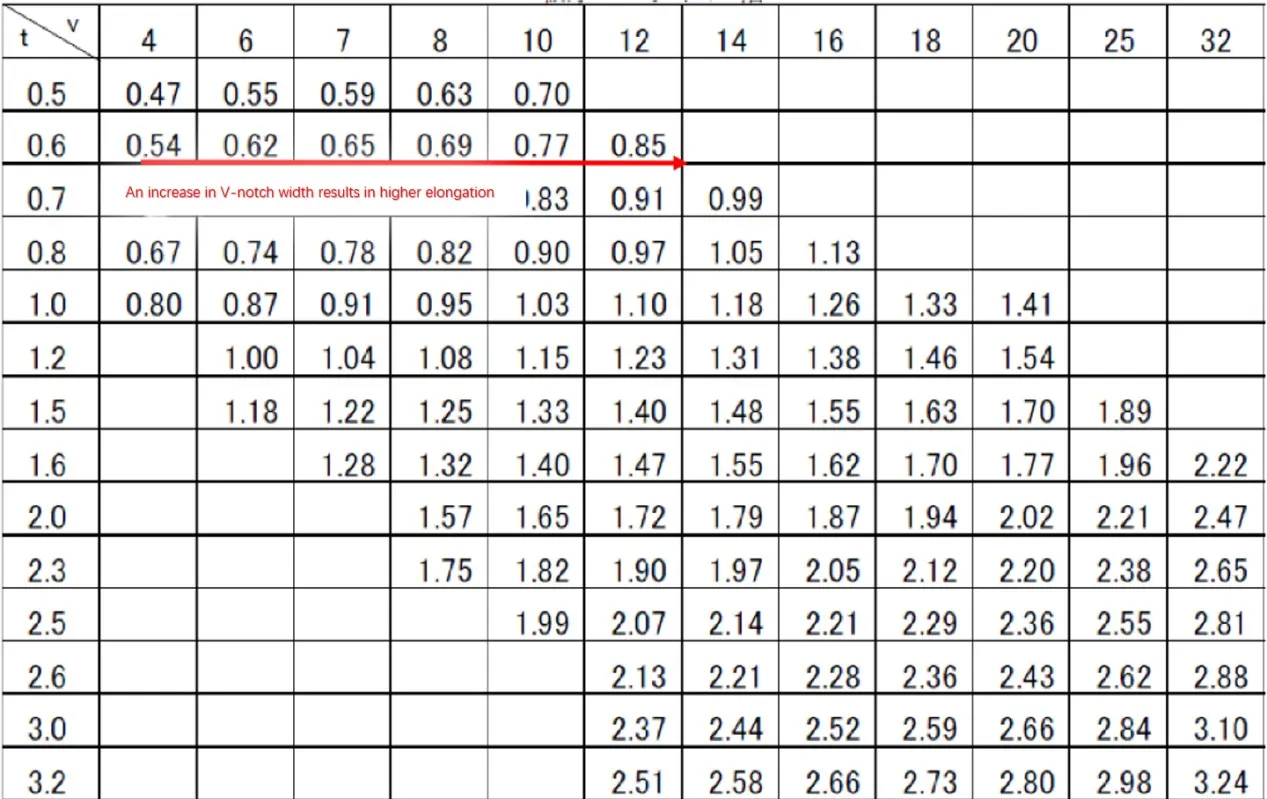
3.2.1 V-die Width (t = sheet thickness, V = lower die width)
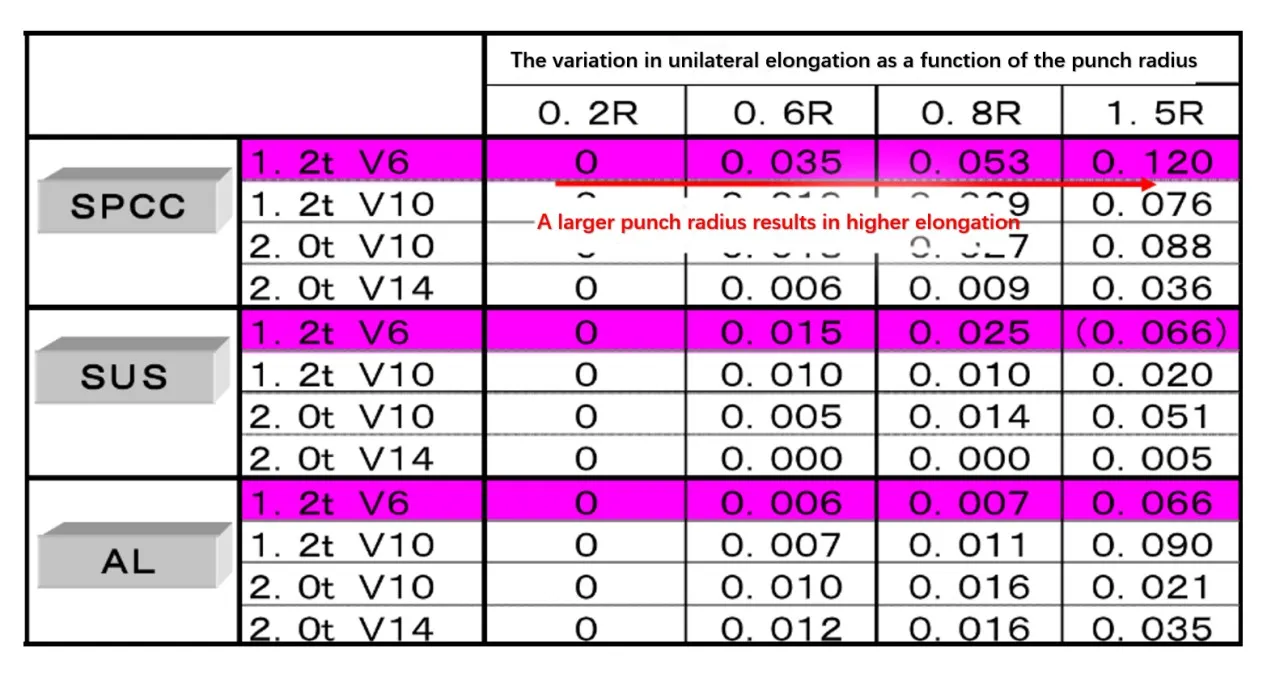
3.2.2 Punch Tip Radius (Change in elongation value relative to a 0.2R benchmark)
4. Springback
4.1 Definition
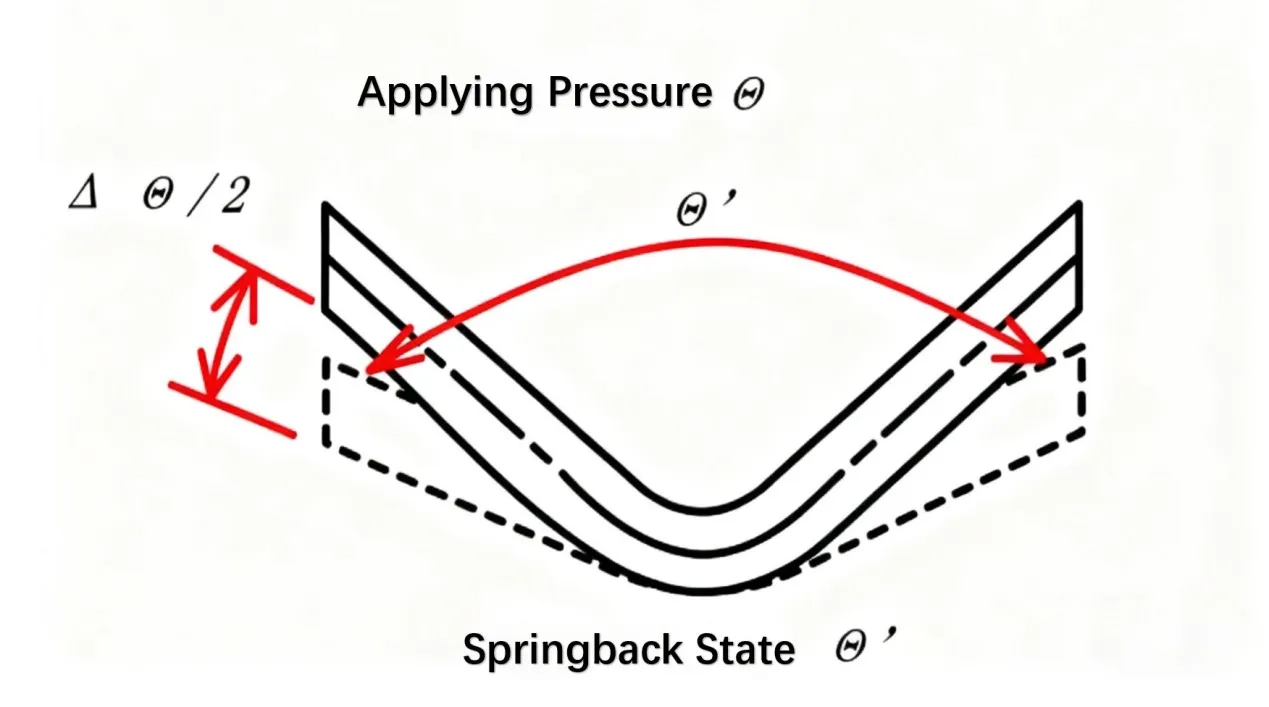
Springback is the elastic recovery of the bend angle after the bending force is removed.
4.2 Causes
4.2.1 Bending is a plastic deformation process; when the pressure is removed, the material undergoes a certain degree of elastic recovery.
4.2.2 Recovery due to internal stresses induced by bending.
1. Types of V-die Bending
1.1 Bending Classification
Bending is classified into three types: Air Bending (Point Contact), Bottoming, and Coining. Among these, Air Bending and Bottoming can also be referred to as Suspended Bending.
|
|
Air Bending |
Coining |
|
|
Diagram |
Air Bending |
Bottoming |
|
|
|
|
|
|
|
V-Width |
12~18t |
6~12t |
8~6t |
|
TR |
2~2.8t |
1~2t |
0.8t |
|
Bend Angle Tolerance |
±48’ |
±30’ |
±18’ |
|
Surface Quality |
Surface with a large radius of curvature |
Good |
Good |
|
Characteristics |
Allows for freely obtaining bend angles |
Good bending accuracy can be achieved with relatively low force |
Although it achieves excellent angle accuracy, it requires about 8 times the tonnage of bottoming |
1.2 Bending Angle Curve Diagram
When pressure is applied to the material, a bending curve is obtained as the angle changes. This curve is called the Bending Pressure vs. Bending Angle curve. The diagram on the right shows the curve for SPCC. Initially, the material does not bend completely under the increasing pressure. Subsequently, bending accelerates, and the pressure peaks around 130 degrees (Region ①). At this point, pressure decreases slightly, and the rate of angle change reduces slightly beyond 100 degrees. However, pressure increases again until the material is bent to 90 degrees. The pressure required at this point is called the required bending tonnage (Region ②). Applying further pressure will result in an acute angle, approximately 3-4 degrees less than 90 degrees. This acute angle can be returned to 90 degrees by increasing the pressure. If this pressure is about 6 times the required bending tonnage, the pressure increases sharply while the angle change becomes very small (Region ③).
2. V-die Bending Pressure Calculation Formula
P: V-die Bending Pressure (ton/m)
V: Lower Die Width (mm)
L: Bend Length (mm)
t: Sheet Thickness (mm)
σb: Material Tensile Strength (Kgf/mm²), e.g., σb = 45 for SPCC
C: Compensation Factor, value = 1.5
3. Elongation
3.1 Definition
The ratio of the lengthened part of the outer layer material due to stretching during the bending process to its original flat length.
3.2 Factors Affecting Elongation
3.2.1 V-die Width (t = sheet thickness, V = lower die width)
3.2.2 Punch Tip Radius (Change in elongation value relative to a 0.2R benchmark)
4. Springback
4.1 Definition
Springback is the elastic recovery of the bend angle after the bending force is removed.
4.2 Causes
4.2.1 Bending is a plastic deformation process; when the pressure is removed, the material undergoes a certain degree of elastic recovery.
4.2.2 Recovery due to internal stresses induced by bending.
Previous: Bending Auxiliary Tools
Recent Posts
Stay tuned for more updates

Need to reach us?
Leaders in industrial manufacturing & technology since 1992.




